- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Kontrol-balbuletan "Deadband"-en analisia
2022-09-25
Banda hilak dira neurri handiko prozesuetan desbideraketen kausa nagusia. Kontrol-balbulak tresneriaren begizta batean hildako banda-iturri nagusiak dira, hainbat arrazoirengatik, hala nola marruskadura, aire-bidaia, spool twist, anplifikadoreetan edo irristagailuetan.
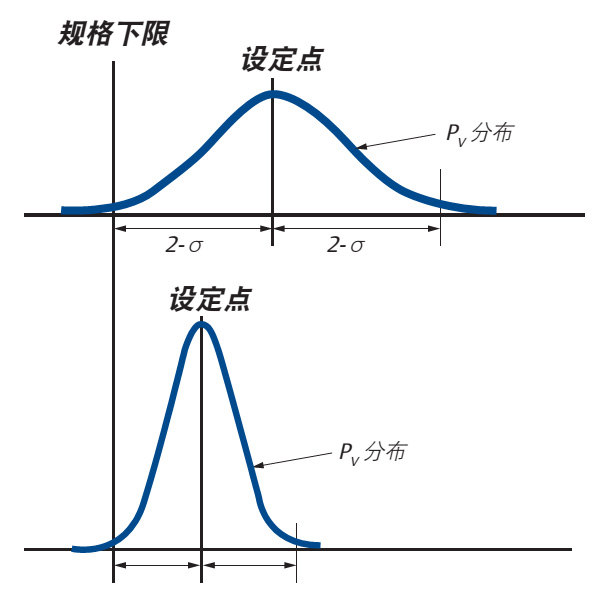
Deadband ohikoa den fenomenoa da eta sarrerako seinalea norabidea aldatzen denean proban dagoen prozesu-aldagaia aldatzen uzten ez duen kontroladorearen irteera-balioaren barruti edo zabalerari egiten dio erreferentzia. Karga-asaldura bat gertatzen denean, prozesu-aldagaia ezarpen-puntutik aldentzen da. Hau deBidea kontrolatzaileak sortutako ekintza zuzentzaile baten bidez zuzentzen da eta prozesura itzultzen da. Hala ere, baliteke kontroladorearen irteeran hasierako aldaketa batek prozesu-aldagaian dagokion aldaketa zuzentzailea ez sortzea. Dagokion prozesu-aldagai batean aldaketa bat bakarrik gertatuko da kontroladorearen irteera hildako-bandaren aldaketa gainditzeko nahikoa handitzen bada.
Kontrolagailuaren irteera norabidea aldatzen bada, kontroladorearen seinaleak banda hila gainditu behar du prozesuko aldagaian aldaketa zuzentzailea sortzeko. Prozesuan banda hil bat egoteak esan nahi du kontroladorearen irteera nahikoa handitu behar dela banda hila gainditzeko. eta orduan bakarrik egingo da ekintza zuzentzaile bat.
â Hildako banden kausak
Banda hilen kausa asko daude, baina kontrol-balbuletan marruskadura eta aire-bidaia, balbula birakarien ardatzaren bihurritzea eta anplifikadoreetako banda hilak ohikoak dira. Kontrol-ekintza modulatzaile gehienak seinale-aldaketez (% 1 edo gutxiago) osatzen direnez, banda hil handia duen kontrol-balbulak baliteke seinale-aldaketa txiki askori batere erantzutea. Ondo fabrikatutako balbula batek % 1eko edo gutxiagoko seinaleei erantzuteko gai izan behar du, prozesuaren desbideratze-maila eraginkortasunez murrizteko. Hala ere, ez da arraroa balbulek % 5 handiagoak diren hildako bandak izatea. Lantegiko azken ikuskaritza batean, balbulen % 30ek banda hildako % 4 baino gehiago zutela aurkitu zuten. Ikuskaturiko kontrol-begizken % 65ek baino gehiagok % 2 baino handiagoak izan zituzten hildako bandak.
● Hildako banden eragina
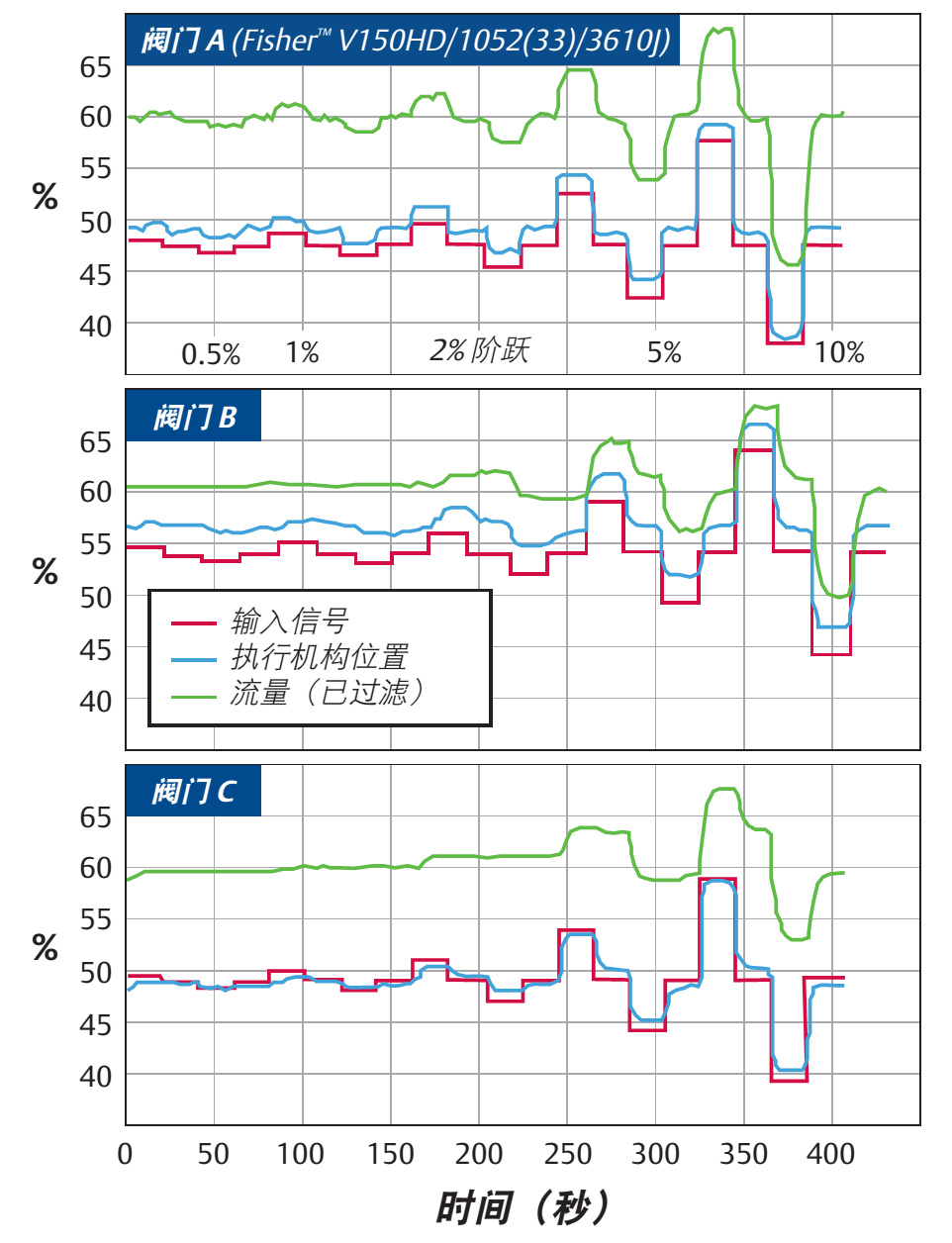
Grafiko honek hiru kontrol-balbula ezberdinen begizta irekiko proba bat adierazten du prozesu-baldintza normaletan. Balbula hauek %0,5etik %10era bitarteko urratsen sarrerak jasotzen dituzte. Fluido-baldintzetan urrats-probak beharrezkoak dira, baldintza hauek kontrol-balbula-multzo osoaren errendimendua baloratzeko aukera ematen baitute, proba estandar gehienetan gertatzen den bezala balbula-eragilea baino.
● Errendimendu-probak
Kontrol-balbularen errendimenduaren proba batzuk sarrerako seinalea eragingailuaren bultzagailuaren trazuarekin alderatzera mugatzen dira. Hau engainagarria da, balbularen beraren errendimendua alde batera uzten baitu.
Funtsezkoa da balbularen errendimendu dinamikoa fluido-baldintzetan neurtzea, prozesu-aldagaien aldaketak balbula-multzoaren sarrerako seinalearen aldaketekin alderatu ahal izateko. Balbula-zutoinak soilik balbula sarrera-seinalearen aldaketari erantzuten badio, proba honek garrantzi gutxi du, ez baitago zuzenketarik prozesuko desbideraketak kontrol-aldagaian dagokion aldaketarik egin gabe.
Hiru balbulen probetan aktuadorearen bultzada-hastaka mugimenduak ondo erantzun zien sarrerako seinalearen aldaketei. Bestalde, balbulek asko desberdintzen ziren sarrerako seinalearen aldaketaren aurrean fluxua aldatzeko gaitasunean.
A balbula, prozesu aldagaiak (emaria) ondo erantzuten dio sarrerako seinaleari %0,5 bezain txikia.
B balbulak, sarrerako seinalearen aldaketa %5 baino handiagoa behar du sarrerako seinale-urrats bakoitzari ondo erantzuten hasi aurretik.
C balbulak, nabarmen okerragoa dena, seinalearen aldaketa % 10 baino handiagoa behar du sarrerako seinale-urrats bakoitzari ondo erantzuten hasi aurretik.
Orokorrean, B edo C balbulek prozesuaren desbideratzea hobetzeko gaitasuna oso eskasa da.
● Marruskadura
Marruskadura da kontrol-balbuletan hildako banden kausa nagusia. Balbula birakariak zigilatzeko beharrezkoa den eserleku-karga handiak eragindako marruskadurarekin oso sentikorrak dira. Zenbait zigilu motarentzat, eserleku karga handiak beharrezkoak dira itxiera kalifikazioa lortzeko. Marruskadura-indar handien eta tentsioaren tentsio baxuaren ondorioz, balbula ardatza bihurritzen da eta ezin du mugimendua transmititu kontrol-elementuari. Ondorioz, gaizki diseinatutako balbula birakari batek banda hil handi bat izan dezake eta horrek prozesuko desbideratze-mailan eragin erabakigarria du.
Fabrikatzaileek normalean balbula birakarien zigiluak lubrifikatzen dituzte fabrikazio prozesuan, baina ehunka ziklo gutxiren buruan, lubrifikazio-geruza higatzen da. Horrez gain, presioak eragindako kargek zigiluen higadura ere eragin dezakete. Ondorioz, balbula mota batzuen kasuan, balbula marruskadura % 400 edo gehiago handitu daiteke. Horrek argi uzten du momentua egonkortu aurretik balbulak ebaluatzeko mota estandarren datuak erabiliz errendimenduari buruz ateratako ondorioak engainagarriak direla. B eta C balbulek erakusten dute marruskadura-momentu altuagoko faktore hauek kontrol-balbularen errendimenduan eragin izugarria izan dezaketela.
Enbalatzeko marruskadura da marruskadura zeharkako trazua kontrolatzeko balbulen iturri nagusia. Balbula mota hauetan, neurtutako marruskadura nabarmen alda daiteke balbula formaren eta paketatzearen konfigurazioaren arabera.
Hutsune horrek mugimenduan etenaldiak sor ditzake gailuak norabidea aldatzen duenean. Hutsuneak normalean engranaje unitateen hainbat konfigurazio dituzten gailuetan gertatzen dira. Kremailera eta pinoiaren eragingailuak bereziki jasaten dituzte hildako bandak, sakeagatik. Balbula-ardatz-konexio batzuek ere arazoak dituzte banda hilekin.
Balbula diseinu onarekin marruskadura nabarmen murriztu daitekeen arren, arazo zaila da guztiz kentzea. Ongi diseinatu eta fabrikatutako kontrol-balbulak sakeak direla eta hildako bandak ezabatzeko gai izan behar du. Prozesuaren desbideraketak murrizteko emaitza ezin hobeak lortzeko, balbula-multzo osoaren guztizko espazio hila % 1 baino txikiagoa edo berdina izan behar da, emaitza ideala % 0,25 bezain txikia izanik.